Think-PLC Case Study
Think-PLC, an expert automation consulting business for high-value control systems, approached us with drawings of a specialty part that needed to be manufactured on a tight deadline.
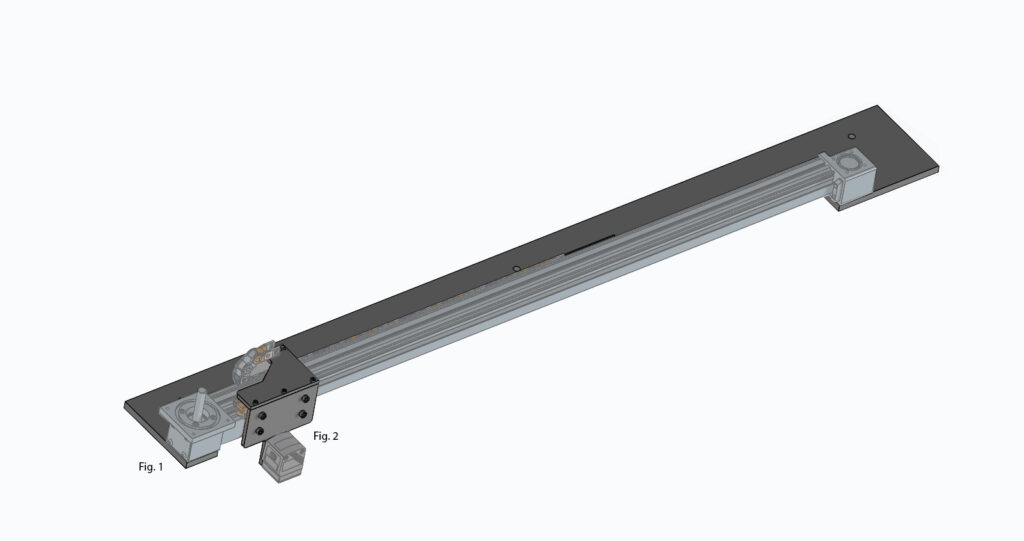
Our role in building the part, which is designed to increase the accuracy of a major bedding manufacturer’s parceling conveyor belt, involved using our Omax waterjet to cut a 55” long plate for the base (Fig. 1) and two 5” long plates to create a sensor holder and cable carry bracket (Fig. 2). All three of the plates were cut from 6061 aluminum and ranged from ¼” to ½” in thickness.
After leaving the waterjet, eight holes in the base plate had to be counterbored, four holes in the sensor holder and cable carry bracket had to be tapped, and three holes in the same bracket had to be drilled and tapped on an edge.
Once each plate had been machined, Michael Tennyson, our Director of Fabrication, and Bobby Cole, the owner of Think-PLC, checked the fit of everything and assembled the final part.
“After we generated build-to-print drawings, Michael was able to suggest materials and mechanical changes that we needed to meet the deadline and was willing to put in the hours to make it happen without any pressure from our end,” said Bobby. “In the end, a bedding manufacturer that makes upwards of $150 million a month was improved and saved by machine enhancements completed by our two companies.”

Veined Spreader Disc Case Study
A client in the commercial seeding industry came to us with a veined spreader disc they needed to be replaced on their seed hoppers.
The original disc, which was made out of stainless steel, was too heavy and continued to strip away the keys attaching the part to a rotating motor, leaving the disc motionless and rendering the equipment ineffective.
After assessing the problem, our fabrication team determined that recreating the disc using .190” 6061 aluminum would reduce its weight by 65% (without compromising durability) and allow the equipment to function normally.
To begin manufacturing the new disc with our Omax waterjet, the measurements of the original part had to be modeled in Solidworks CAD. The entire part consisted of the main plate that was 23 ¼” in diameter, six veins that measured 6” long and 1” tall, and 43 holes to accommodate the motor’s shaft and additional spreader attachments.
After all seven pieces had been cut on the waterjet, the veins were formed using a press and welded to the main plate.











